An interesting (although not at all unexpected) update today.
But first, a bit of history. When I completed the flywheel for the rim drive approach, I knew there would have to be some compromises regarding the contact surfaces and pulley + flywheel + platter interfaces. I had originally ordered, from a local supplier, a number of different sized Buna-N (NBR) "precision" o-rings with a 3mm diameter cross section.
I had intended to use one type of o-ring for the rim wheel surface, and another as a belt between the pulley and the flywheel. It turned out that the o-ring was nowhere near compliant enough to be used as a belt, so I dropped that idea. The only other viable approach, in the middle of a lockdown, was to sacrifice one of my very compliant 2mm square section belts and glue up an appropriate (smaller) belt. I took what I felt was great care, doing 45 degree cuts and gluing up while clamped in a POM-lined vise, but it seems I have much to learn about making an invisible splice.
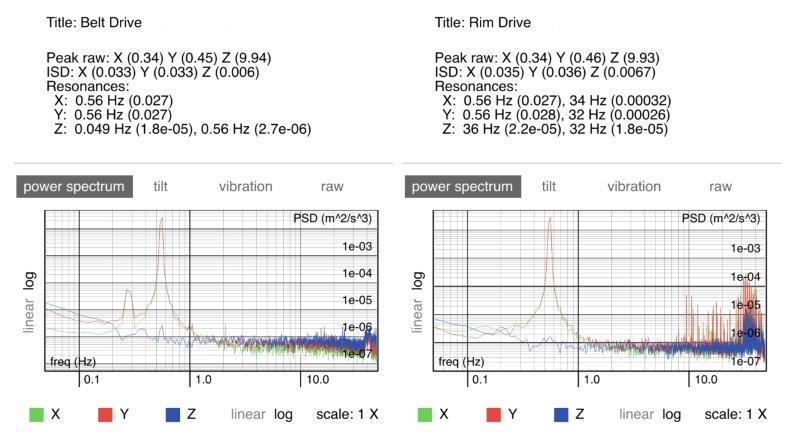
The belt did work (and still does) but the spliced section caused some vibrational artifacts when passing over the pulley and at different parts of the flywheel. This, in conjunction with the imperfect surface of the "precision" o-ring that comprises the rim-to-platter interface resulted with some visible peaks during vibrational measurement on the Z axis, as visible on this graphic included with a previous post (right section).
Knowing I had to solve both these issues eventually (belt and rim interface), ordered a number of smaller belts from Thakker. They did not have a 2mm cross-section, so went with 1.3mm cross-section in a size near to my requirements (I have some flexibility in positioning due to the design). They are very compliant and have a nice grippy surface.
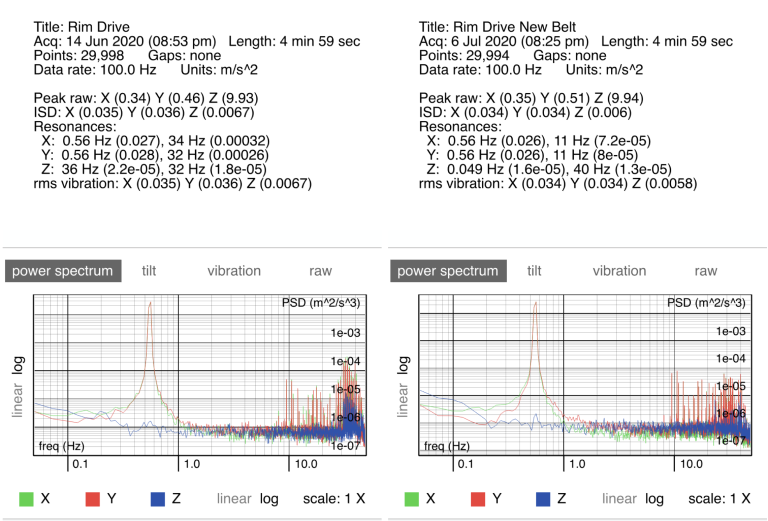
Well, I hate to be Captain Obvious, but the importance of a properly made belt (with no tactile splices!) should be clear. Here is a new measurement comparing rim drives, with the old (spliced) and new (Thakker) belt.
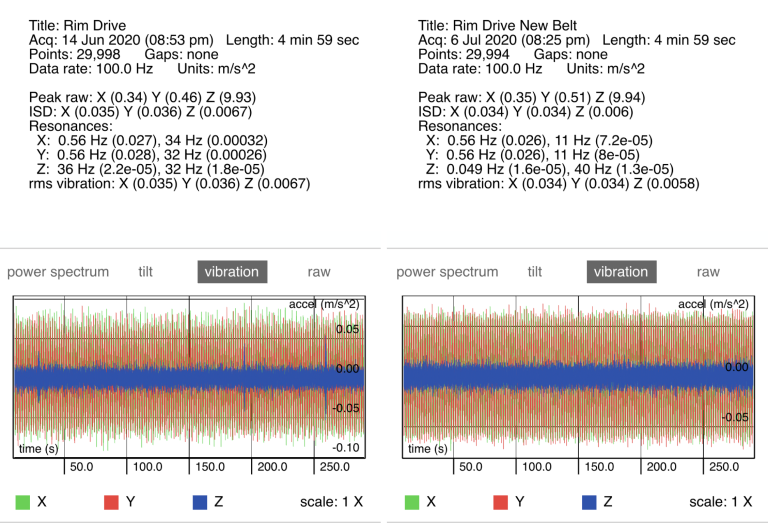
And here is an overview of the vibration graphs:
The new belt behaves much nicer, with cleaner start up routines, improved braking time, and no visible vibrational artifacts.
Now, to figure out how to get a o-ring that is actually precise. Thinking of white EPDM, but need to source it from abroad, so will take some time.
")