You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Thorens TD-124/II restoration / upgrade
- Thread starter Tony L
- Start date
-
- Tags
- idler drive sme 3009 td-124 thorens
AnalogAlba
Member
Thanks to Tony and all contributors for this excellent thread.
It has inspired me to maintain my Mk1 a bit better...
I'm now running the Turntable Basics 13.6 belt and it is excellent - I may try the longer one at some point.
The last bit of maintenance I'd like to do is oiling the motor a little - I know there is much on the interweb on this subject but..
Could someone let me know which oil you are using?
And how are you administering it? I've seen mention of a 'pressure oil can' being needed to introduce it to the bottom hole in the motor - is this the case?
It has inspired me to maintain my Mk1 a bit better...
I'm now running the Turntable Basics 13.6 belt and it is excellent - I may try the longer one at some point.
The last bit of maintenance I'd like to do is oiling the motor a little - I know there is much on the interweb on this subject but..
Could someone let me know which oil you are using?
And how are you administering it? I've seen mention of a 'pressure oil can' being needed to introduce it to the bottom hole in the motor - is this the case?
Tony L
Administrator
I'm using Schopper oil with mine, which is very free running though I suspect may not be quite the right weight as most decks so equipped seem to start slightly fast and then slow over time. I suspect that Thorens calculated the oil weight and temp performance change a little better so as the motor warmed up there was no change to speed. By saying that it is a non-issue as we are only talking about a fraction of a semi-tone drift here. I leave my deck's fine-speed set so it is right after it has been running for about 40-50 minutes or so as it seems stable from that point.
I'd advise stripping the motor down, cleaning and rebuilding it properly if you are confident mechanically as getting rid of any caked and sticky old oil is certainly a good move. There are some pics of the disassembled motor earlier in this thread. The thing I'd add to that (it's mentioned much later in the thread) is when it comes to re-lubricating the sintered bronze bushings placing them in a blocked syringe with enough oil to cover them and then pulling the plunger to create a vacuum is a great way - it is amazing how much air is released as the oil fills the pores, like a really fizzy drink! Just keep on until no more air comes out and you have some really well lubed busings. Then just saturate the felt washers and it is likely good for another 20+ years. Job done! Aligning the motor housing is a little time consuming, but just be patient and you will eventually find the quietest spot. A well lubed and aligned motor should take 30+ seconds to spin down with the pulley fitted but no belt. If you can get that to 40 or 50 seconds you have a very good motor and have done a great job with the rebuild.
PS Don't drop or lose the little tiny ball bearing at the bottom!
I'd advise stripping the motor down, cleaning and rebuilding it properly if you are confident mechanically as getting rid of any caked and sticky old oil is certainly a good move. There are some pics of the disassembled motor earlier in this thread. The thing I'd add to that (it's mentioned much later in the thread) is when it comes to re-lubricating the sintered bronze bushings placing them in a blocked syringe with enough oil to cover them and then pulling the plunger to create a vacuum is a great way - it is amazing how much air is released as the oil fills the pores, like a really fizzy drink! Just keep on until no more air comes out and you have some really well lubed busings. Then just saturate the felt washers and it is likely good for another 20+ years. Job done! Aligning the motor housing is a little time consuming, but just be patient and you will eventually find the quietest spot. A well lubed and aligned motor should take 30+ seconds to spin down with the pulley fitted but no belt. If you can get that to 40 or 50 seconds you have a very good motor and have done a great job with the rebuild.
PS Don't drop or lose the little tiny ball bearing at the bottom!
AnalogAlba
Member
Thanks for replying Tony.
I'll have a look at ordering the oil...
I'm not sure I have the gumption to strip down the motor - perhaps when I get my 401 running again ...I'm not keen on being without a turntable for any length of time")
....but you have set me thinking....
I'll have a look at ordering the oil...
I'm not sure I have the gumption to strip down the motor - perhaps when I get my 401 running again ...I'm not keen on being without a turntable for any length of time
....but you have set me thinking....
I assume a top platter CNC machined from solid should really be perfectly flat.
This is a common misconception as the method of machining from a solid plate does not guarentee flatness. Simply, rolling an ingot to a plate causes internal strains that when relieved, ie by machining, causes the item to warp. Something like an aluminium platter with thin and thick areas is especially prone to this. You can (literally) stretch the raw plate to relieve this internal strain distribution but it's more expensive due to a higher % wastage.
How do I know this ? Well I worked at Alcan Plate (as was) when doing my degree and watched the stretching operation. This was typically on a 6m x 2m plate up to 150mm thick, where the ends were clamped between jaws and the whole lot subject to ~1% plastic (not elastic) elongation. The stress concentration at the jaws often caused the plate to fail in fast fracture, the resultant noise boomed around the works when it happened.
CHE
Hi all,
I am selling a 124 mk 2 at the moment and a person messaged me regarding the way that I had removed the platter, I fear I may have made a mistake. What I did was un-screw the platter from the bearing and lifted it off, this is the wrong thing to do apparantly, here are his comments,
No you should not undo these as they are set at the factory with jig and dial gauge. To remove the plater just lift it off with the centre bearing attached. There is now a risk that the platter will not run absolutely true.
Have I made an error?
I am selling a 124 mk 2 at the moment and a person messaged me regarding the way that I had removed the platter, I fear I may have made a mistake. What I did was un-screw the platter from the bearing and lifted it off, this is the wrong thing to do apparantly, here are his comments,
No you should not undo these as they are set at the factory with jig and dial gauge. To remove the plater just lift it off with the centre bearing attached. There is now a risk that the platter will not run absolutely true.
Have I made an error?
Tony L
Administrator
The heavy green iron platter is all but an interference fit on the spindle, it is very hard to put it back wrongly. The light alloy sub platter is far harder as you need to align it, but everyone who has dealt with 124s will have had to do this before now. Basically no right answer here, you've certainly not trashed the deck or reduced value.
PS There are several ways to realign the alloy platter; off the deck in a jig using a feeler-guage on the inside idler-track is best, i.e. just mount the main bearing in a block of wood so you can get underneath. By saying that it is exceptionally likely that the outside edge is the same as the inside edge, it is after all a precision casting, so you can align it well enough when fitted on the deck. I just screw it loosely onto the main bearing and then use a train ticket as a feeler guage held in the clutch control cut-out at the left hand side and find when I get it so it is all but touching but there is no concentric 'rub' the platter is centred and it sounds solid pitch-wise. Takes about 15 minutes of gentle fiddling to get it perfect.
PS There are several ways to realign the alloy platter; off the deck in a jig using a feeler-guage on the inside idler-track is best, i.e. just mount the main bearing in a block of wood so you can get underneath. By saying that it is exceptionally likely that the outside edge is the same as the inside edge, it is after all a precision casting, so you can align it well enough when fitted on the deck. I just screw it loosely onto the main bearing and then use a train ticket as a feeler guage held in the clutch control cut-out at the left hand side and find when I get it so it is all but touching but there is no concentric 'rub' the platter is centred and it sounds solid pitch-wise. Takes about 15 minutes of gentle fiddling to get it perfect.
Shuggie
Trade: Ammonite Audio
Also, any TD-124 Mk2 platter is very likely to have been separated from its bearing at some point in the last 50 years, and not subsequently realigned in the factory using a run-out gauge, so it's not something to get really anxious over. Some people do get exceedingly anxious about this, but as Tony says it's not at all hard to re-align a Mk2 platter. My own view is that it's all too easy to damage the main bearing shells if the bearing spindle and platter are kept as one piece when removing and replacing - I always separate them and then spend a few minutes realigning the platter afterwards. There are plenty of other, more critical factors involved with getting a TD-124 to sing properly than this!
Thorens must have had a good reason for adopting such a crap Mk2 platter fixing arrangement after the simple and foolproof Mk1 iron platter, but that good reason eludes me. I now use a Swissonor non-magnetic ferrous platter which has the same snug interference fit to the spindle as the Mk1. I'm not sure it's better than a genuine Mk1 platter, but the old 124 does sound much better with it compared to the alloy Mk2 platter.
Thorens must have had a good reason for adopting such a crap Mk2 platter fixing arrangement after the simple and foolproof Mk1 iron platter, but that good reason eludes me. I now use a Swissonor non-magnetic ferrous platter which has the same snug interference fit to the spindle as the Mk1. I'm not sure it's better than a genuine Mk1 platter, but the old 124 does sound much better with it compared to the alloy Mk2 platter.
wolf_skate
Member
just jump in here w similar 'concerns'.....but as Tony says it's not at all hard to re-align a Mk2 platter. My own view is that it's all too easy to damage the main bearing shells if the bearing spindle and platter are kept as one piece when removing and replacing - I always separate them and then spend a few minutes realigning the platter afterwards. There are plenty of other, more critical factors involved with getting a TD-124 to sing properly than this!
....
.. do you mean the green heavy platter easy to re-align?.. I find it difficult (am not using the light alloy top). The problem is, I did also for safety reasons take off the green heavy platter from the spindle.. BUT the screw wholes are slightly larger than the screws = so some play = WOW as any small eccentricity transforms to audible speed change over one revolution of platter (as the idler is riding on the edge of the platter inside) ..is easily heard on sustained strings (piano etc). Trying with a gauge to measure outside rim/edge centring is not enough (as fabrication tolerances on the thickness of rim/edge are too big) -> Thorens used an inside rim/edge gauge on a test jig..but them again you need to move the spindle/platter as a whole (and require you remove bottom cap of bearing housing to not force/pressure against the sintered bronze rings - and of cause availability of test jig = another bearing housing)
so if you have an easy procedure of 'in-table' platter alignment (the green 'under' platter)... could you please elaborate?
Tony L
Administrator
My green platter is pretty much an interference fit on the main bearing spindle, very tight to the extent that if I'm not very careful indeed when removing it I end up pulling up the bearing shaft with it. Maybe I've been lucky with my example, but pitch sounds rock solid and it is no looser on the spindle than the black Swissonor one I had for a while. There really is nothing to align here as there is no available movement!
wolf_skate
Member
well maybe you also have other screws w larger screw heads = tight fit?, a thing I could look into (they might serve as quides)
my spindle top is 'loose fit' on a larger 'bore hole' in green platter - and not sufficient as a real '0' guide by it self, don't see how I easily could do something (a very tight tolerance small ring to slip over..but will be so small I don't see how it could be manufactured and be robust enough dimensionally)
I know Thorens did use an alignment jig..there are photos of such procedure on one of the Thorens info sites.. maybe they did not totally trust centricity of the inside rim vs spindle top and screw hole placements
my spindle top is 'loose fit' on a larger 'bore hole' in green platter - and not sufficient as a real '0' guide by it self, don't see how I easily could do something (a very tight tolerance small ring to slip over..but will be so small I don't see how it could be manufactured and be robust enough dimensionally)
I know Thorens did use an alignment jig..there are photos of such procedure on one of the Thorens info sites.. maybe they did not totally trust centricity of the inside rim vs spindle top and screw hole placements
Tony L
Administrator
No, I'm talking about the tightness of fit of the platter over the spindle. I have no discernible side-to-side play. Aligning the three bolts is easy enough, I just plonk a thin wooden stick in one of the bolt holes in the spindle prior to fitting the platter so I can have it poking through the bolt hole in the platter while lowering the platter over the bearing spindle which makes lining things up way easier, though here all I'm doing is getting the threaded spindle holes so they appear in the middle of the bolt holes in the platter, otherwise they can end up out of view which means taking the platter off again! I have no side to side movement.
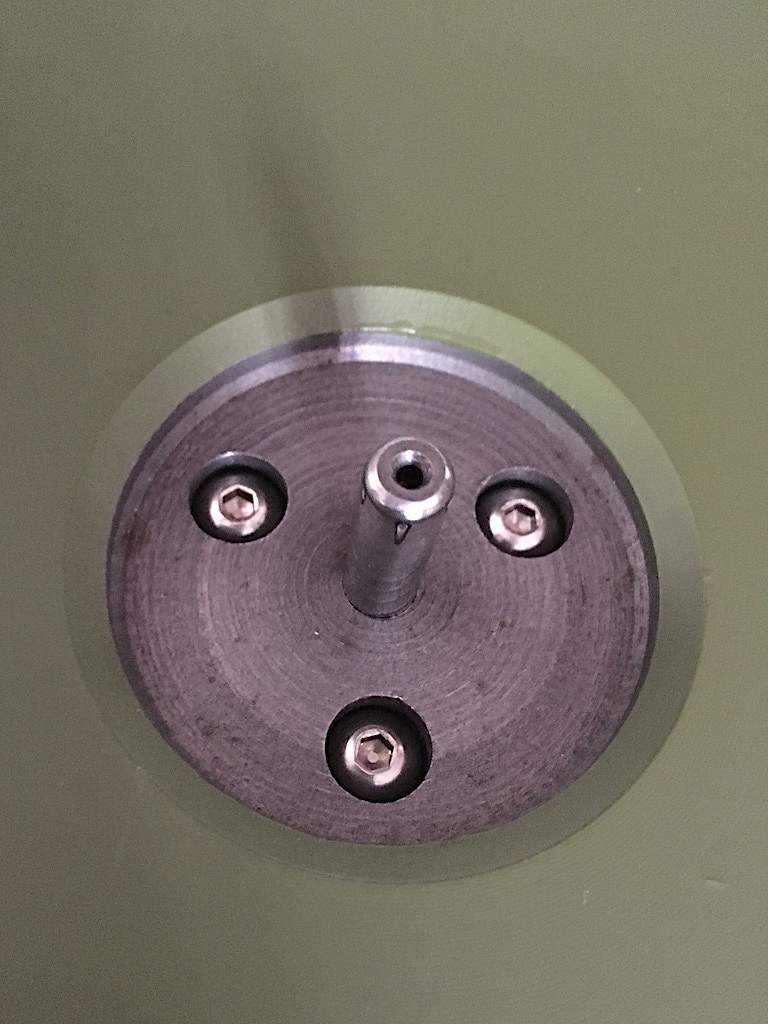
Just taken a pic which I hope makes my point better; there is no movement available here, the centre-hole is a very tight fit over the bearing shaft/centre-spindle. Even the slightest hair's breadth line you can see on the near-side is more of a shadow, if you try slackening the bolts and pushing it there is no movement to be had.
After seeing just how tight this is I'm more inclined to view the pictures of Thorens engineers with feeler gauges as testing the accuracy of the platter machining/finishing rather than its position on the spindle. A green iron TD-124 platter really is a beautiful thing, a real precision casting machined to perfection.
PS I'd like to know the opinion of any of the pro/boutique TD-124 restorers on this as I am basing my findings on my one green iron platter and my Schopper main bearing. This turntable was made for over a decade so there may be some production variation I am unaware of. I can certainly state that my green platter is no looser on the spindle than the Swissonor/Schopper black-iron after-market product.
Just taken a pic which I hope makes my point better; there is no movement available here, the centre-hole is a very tight fit over the bearing shaft/centre-spindle. Even the slightest hair's breadth line you can see on the near-side is more of a shadow, if you try slackening the bolts and pushing it there is no movement to be had.
After seeing just how tight this is I'm more inclined to view the pictures of Thorens engineers with feeler gauges as testing the accuracy of the platter machining/finishing rather than its position on the spindle. A green iron TD-124 platter really is a beautiful thing, a real precision casting machined to perfection.
PS I'd like to know the opinion of any of the pro/boutique TD-124 restorers on this as I am basing my findings on my one green iron platter and my Schopper main bearing. This turntable was made for over a decade so there may be some production variation I am unaware of. I can certainly state that my green platter is no looser on the spindle than the Swissonor/Schopper black-iron after-market product.
Dowser
Learning to bodge again..
My green platter is pretty much an interference fit on the main bearing spindle, very tight to the extent that if I'm not very careful indeed when removing it I end up pulling up the bearing shaft with it. Maybe I've been lucky with my example, but pitch sounds rock solid and it is no looser on the spindle than the black Swissonor one I had for a while. There really is nothing to align here as there is no available movement!
Mine too
audiogoose
pfm Member
Glad to see this topic is still active.
Latest addition to my TD 124 is the Ortofon badge I came across on eBay.
Dresses up the appearance, IMO.
Hope the pic is visible!
http://imageshack.com/a/img924/3777/4RbGLt.jpg
Latest addition to my TD 124 is the Ortofon badge I came across on eBay.
Dresses up the appearance, IMO.
Hope the pic is visible!
http://imageshack.com/a/img924/3777/4RbGLt.jpg
audiogoose
pfm Member
It really does, especially into a "Herron Audio VTPH 2a" phono stage.
I can't imagine a big bucks Air Force One or Continuum Turntable could sound much better, if at all.
I can't imagine a big bucks Air Force One or Continuum Turntable could sound much better, if at all.
Glad to see this topic is still active.
Latest addition to my TD 124 is the Ortofon badge I came across on eBay.
Dresses up the appearance, IMO.
Hope the pic is visible!
http://imageshack.com/a/img924/3777/4RbGLt.jpg
Lovely !
I like the armboard too.